| 设备名称 | 110℃双温双控加热型轧机(Ar环境下兼容,200*250mm)-MSK-HRP-03D (2019.12.13—科晶实验室审核) |
||||||||||||
| 产品提示 | |||||||||||||
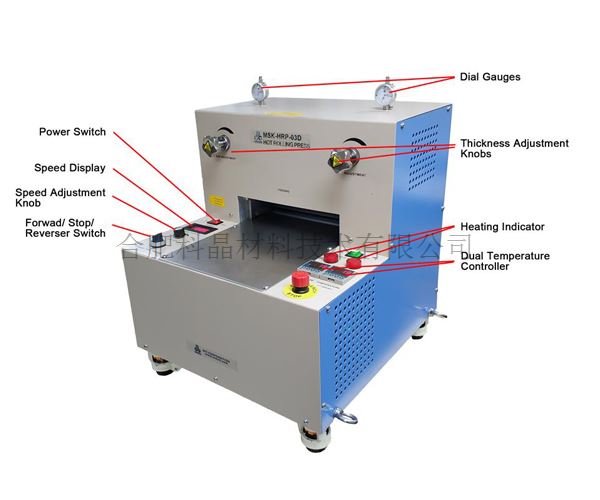
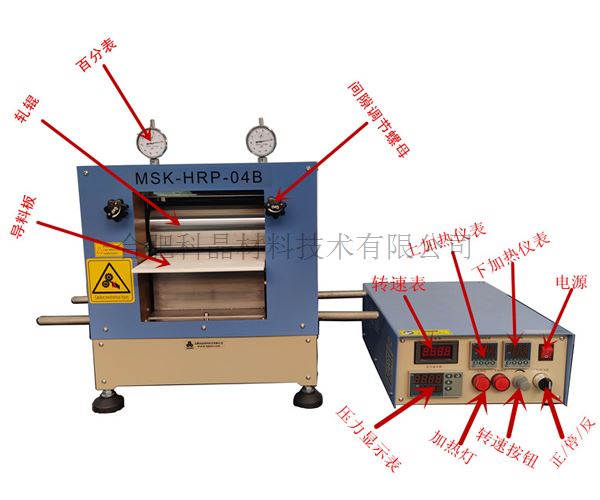
| 设备特点 | • 上下轧辊单独控温,提高控温精度及温度均匀性,最高温度可达120℃。 • 电机可正反转,操作中发现问题方便退料。 • 有机玻璃板防护 。 • 压片厚度可调节,使用方便。 • 轧辊采用高强硬质钢,表面镀Cr处理。 • 适合于实验室内电池材料、少量金银等贵金属材料、铜铝等有色材料的手工轧制。
调温度 调转速 调间隙 |
||||||||||||
| 基本参数 | • 电压:AC220V 50HZ • 功率:1900W • 轧辊尺寸:Φ200mm ×250mm • 轧辊表面硬度:HRC60以上 • 可调间隙:0-2 mm • 间隙精度:0.01 mm • 轧制速度:0-60 mm/s • 90V直流电机 • 电机功率:300W • PID控温 • 两个数显温度控制器,分别独立控制两个轧辊的温度,可设置30段升降温程序 • 最高加热温度:120℃ • 长期使用温度:110℃ • 建议升温速率: 3℃/min • 加热功率: 1.6KW(4根400W加热管) • 控温精度: +/-2.5 ·不可辊轧硬度>50HRC的材料 更多参数请联系科晶销售部 |
||||||||||||
| 安全配件可选 | • 加热部位可增加双重超温保护,同时监控设备温度(图一) • 可选装电源锁和急停按钮保护罩,防止意外触碰。(图二、图三) • 可选装安全警示灯,提示不同工作状态(图四) • 散热风扇增设故障报警信号,发生问题及时停机并闪灯提示(图五)
|
||||||||||||
| 外形尺寸 | • 外型尺寸(长*宽*高):500*535*575 mm
|
||||||||||||
| 净重 | • 净重:197 Kg |
||||||||||||
| 质保期 | 一年质保期,终身维护 |
科晶实验室用此设备做了一些材料辊压厚度的极限测试,以供您参考。
实验材料:厚度为0.03mm的铜箔;涂上电极材料的铝箔(厚度:0.131mm)。


实验结论:铜箔最终可辊轧最薄厚度为0.024-0.025mm之间,涂上电池材料的铝箔最终可辊轧最薄厚度为0.024mm,具体实验数据如下表:
实验数据:
实验步骤:分别辊轧两种材料,从材料的原始厚度逐次逐级辊压至辊压机零点处,在零点处辊压时,每10、20、30、50、100次,记录实时厚度;
(1)铜箔辊轧数据
①辊轧铜箔:前期探究过程中,由于铜箔辊轧过程中变形较小,不存在变卷,可直接在零点进行辊轧;
铜箔宽度 实时厚度 辊轧次数 | 10次 | 20次 | 30次 | 50次 | 100次 |
10mm | 0.026mm | 0.026mm | 0.0255mm | 0.0255mm | 0.025mm |
40mm | 0.0265mm | 0.026mm | 0.0255mm | 0.025mm | 0.024mm |
(2)涂上电极材料的铝箔辊轧数据:原始厚度:0.131mm
②辊轧涂上电池材料铝箔:由于铝箔型变量比较大,直接从零点辊轧会存在变卷,需从铝箔原始厚度0.130mm厚开始,每辊轧5次,间隙减少0.005mm,直至零点,再记录数据
铝箔宽度 实时厚度 辊轧次数 | 辊至零点 | 10次 | 20次 | 30次 | 50次 | 100次 |
10mm | 0.047mm | 0.043mm | 0.040mm | 0.039mm | 0.036mm | 0.031mm |
40mm | 0.044mm | 0.038mm | 0.034mm | 0.033mm | 0.031mm | 0.024mm |
备注:以上数据仅供参考,更多数据请联系科晶实验室
应用技术提示 | ·每次使用后必须用仔细清洁滚筒表面。 ·由于轧制材料不同回弹率的影响也不同,在您轧制过程中,百分表的指示仅供您参考,在您每次轧制好材料之后,还需要用千分尺或其他测厚仪测量所轧制材料的厚度是否达到您的要求。 ·根据材料的原始厚度,每次调整百分表的指示值减少0.01mm(不超过此值,否则容易损坏设备),逐步减薄所轧制材料的厚度,使其达到您所要轧制的厚度(注:由于回弹的影响,每次减薄厚度需要来回轧制8-10次才可)。 ·不能一次将样品辊压到所要求的厚度,要经过多次辊压逐步减小其厚度,以防止样品开裂,达不到实验效果。 ·本设备可在Ar气环境下进行使用 ·可应用于制备无支撑的二维金属纳米片 |
警示 | ·禁止机器未固定时使用。 ·禁止机器在运行时打开防护罩 ·禁止一边压片,一边调节机器间隙。 ·操作人员应仔细阅读使用说明书,方可操作设备。 ·为了延长滚筒轴承的使用寿命,建议定期使用防锈油。 ·每次使用都要清洁滚筒表面,不使用时及时清洗和用防锈油,以免腐蚀 ·禁止在任何危险场所使用此设备,特别是禁止在I类环境(易燃气体和蒸气)中使用。 ·加热或运转滚筒时,请勿触摸机器滚动部分的表面。 • 由于工作环境温度不同,会影响轧辊表面温度,可选用测温仪表来校准轧辊温度。 |
相关可选 | ·合肥科晶提供各种电池粉料和粘结剂(图1) ·可选购高速三维摆震球磨机--MSK-SFM-3对样品球磨使粒径更小(图2) ·可选购小型双桨行星式真空搅拌机--MSK-SFM-16制作电池浆料(图3) ·可选购底部加热型流延涂覆机MSK-AFA-H200A制作电池极片(图4) ·可选购手动纽扣电池切片机--T07来切割电池极片(图5) ·可选购通风柜将实验中有毒气体排到室外(图6)
图1 图2 图3
图4 图5 图6 |






















 查看诚信档案
查看诚信档案


 皖公网安备 34012302000974号
皖公网安备 34012302000974号